重力鑄造缺陷
咨詢熱線
15079799960


品圖片/重力鑄造/IMG_20130620_145055.jpg)


品圖片/砂型鑄造/xhx-019.jpg)
聯(lián)系我們
重力鑄造部:15079799960(郭經(jīng)理)
翻砂鑄造部:18680079187(方經(jīng)理)
機(jī)加工部:15014881169(陳經(jīng)理)
郵箱:xin@dgxhxiang.com
網(wǎng)址:http://m.pufayoule.com
地址:東莞市橋頭鎮(zhèn)李屋沿河工業(yè)區(qū)7號
翻砂鑄造部:18680079187(方經(jīng)理)
機(jī)加工部:15014881169(陳經(jīng)理)
郵箱:xin@dgxhxiang.com
網(wǎng)址:http://m.pufayoule.com
地址:東莞市橋頭鎮(zhèn)李屋沿河工業(yè)區(qū)7號
鑫弘祥鋁合金重力鑄造廠 >> 鑄造大全 >> 重力鑄造缺陷

重力鑄造缺陷
重力鑄造缺陷找東莞鑫弘祥,公司是專業(yè)從事重力鑄造,鋁合金鑄造,翻砂鑄造及CNC機(jī)加工服務(wù),集研發(fā)設(shè)計(jì),生產(chǎn),銷售于一體的東莞鑄造廠家,擁有從材料、模具設(shè)計(jì)、砂芯、鑄造、拋丸、熱處理、機(jī)加工、表面處理一系列的配套設(shè)施;我們可以根據(jù)客戶的要求,來樣,來圖進(jìn)行模具的設(shè)計(jì)和產(chǎn)品的生產(chǎn),做出各種毛胚件及成品件。產(chǎn)品涉及機(jī)械配件、建筑五金、汽車零部件、高鐵動車零件,家私配件,木工和醫(yī)療器械、氣動元件、家居用品等相關(guān)領(lǐng)域。
重力鑄造缺陷詳細(xì)介紹
重力鑄造是指金屬液在地球重力作用下注入鑄型的工藝,也稱重力澆鑄,工藝流程一般為:鋁液熔煉---澆料充型---排氣---冷卻---開模---清產(chǎn)---熱處理---加工。砂型鑄造是一種以砂作為主要造型材料,制作鑄型的傳統(tǒng)鑄造工藝。砂型一般采用重力鑄造,有特殊要求時(shí)也可采用低壓鑄造、離心鑄造等工藝。砂型鑄造的適應(yīng)性很廣,小件、大件,簡單件、復(fù)雜件,單件、大批量都可采用。砂型鑄造用的模具,以前多用木材制作,通稱木模。木模..
重力鑄造缺陷 相關(guān)產(chǎn)品


品圖片/重力鑄造/xhx-017.jpg "鋁合金重力鑄造件-017")

品圖片/砂型鑄造/xhx-017.jpg)


品01")

重力鑄造缺陷 相關(guān)技術(shù)文章
 壓鑄鋁合金鑄件的常見缺陷和產(chǎn)生成因
壓鑄鋁合金鑄件的常見缺陷和產(chǎn)生成因
A:拉傷,沿開模方向鑄件表面呈現(xiàn)條狀的拉傷痕跡,有一定的深度,嚴(yán)重時(shí)為一面狀傷痕。另一種是金屬液與模具產(chǎn)生焊合,粘附而拉傷。以致鑄件表面多肉或缺肉。產(chǎn)生原因:型腔表面有損傷,出模方向斜度太小或倒斜,頂出進(jìn)偏斜,澆注溫度過高,模溫過高導(dǎo)致合金液產(chǎn)生粘.....
閱讀詳情  重力鑄造--我國重力鑄造行業(yè)正在加快轉(zhuǎn)型升級
重力鑄造--我國重力鑄造行業(yè)正在加快轉(zhuǎn)型升級
1.我國重力鑄造行業(yè)正在加快轉(zhuǎn)型升級。由中國鑄造協(xié)會主辦的即將于5月17日在京開幕的中國鑄造節(jié)及中國國際鑄造博覽會,表明鑄造業(yè)界進(jìn)行技術(shù)、管理及信息交流的強(qiáng)烈需求。 2.在中國鑄造節(jié)期間召開的中國鑄造協(xié)會年會,將安排權(quán)威人士作工業(yè)經(jīng)濟(jì)形勢、政策發(fā)展趨勢報(bào)告,.....
閱讀詳情  鋁合金鑄造的過程
鋁合金鑄造的過程
鋁棒鑄造過程: 熔鑄包括熔化、提純、除雜、除氣、除渣與鑄造過程?! ≈饕^程為: ?。?)配料:根據(jù)需要生產(chǎn)的具體合金牌號,計(jì)算出各種合金成分的添加量,合理搭配各種原材料?! 。?)熔煉:將配好的原材料按工藝要求加入熔煉爐內(nèi)熔化,并通過除氣、除渣精煉.....
閱讀詳情  熔模鑄造
熔模鑄造
用蠟料做模樣時(shí),熔模鑄造又稱失蠟鑄造。熔模鑄造通常是指在易熔材料制成模樣,在模樣表面包覆若干層耐火材料制成型殼,再將模樣熔化排出型殼,從而獲得無分型面的鑄型,經(jīng)高溫焙燒后即可填砂澆注的鑄造方案。由于模樣廣泛采用蠟質(zhì)材料來制造,故常將熔模鑄造稱為“失蠟.....
閱讀詳情  鋁合金重力鑄造--簡述鋁合金鑄件壓鑄過程中如何防止鐵的混入
鋁合金重力鑄造--簡述鋁合金鑄件壓鑄過程中如何防止鐵的混入
1. 鋁合金鑄件一般都是以鋁合金和鋅鋁合金作為原材料,并通過一定的工藝壓鑄而成的工件,在其生產(chǎn)過程中,為了保證鑄件最終的質(zhì)量和性能,每個(gè)環(huán)節(jié)都需要進(jìn)行嚴(yán)格的空氣。當(dāng)然原材料的純度也是需要關(guān)注的一方面,最怕的就是鐵含量過大,那么具體要如何對這方面進(jìn)行控制.....
閱讀詳情 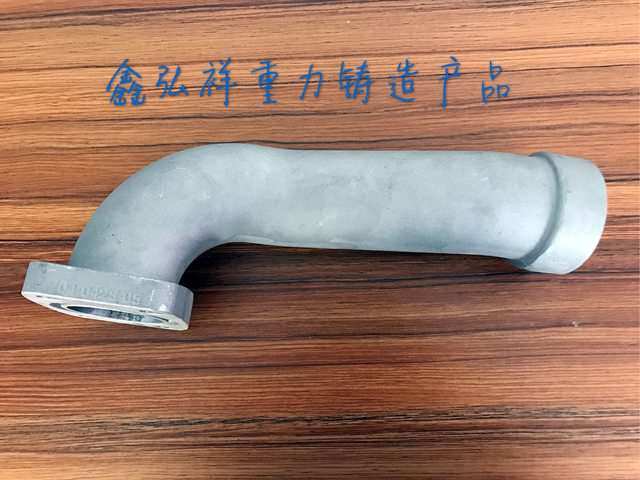 鋁合金重力鑄造的三大問題解決方法
鋁合金重力鑄造的三大問題解決方法
原因:1.模具溫度過低、排氣不良;2.澆注時(shí)速度太慢,或者出現(xiàn)中斷,澆注系統(tǒng)設(shè)計(jì)不合理,澆口數(shù)量過少;3.鑄件設(shè)計(jì)壁厚太小,或者是缺少必要的圓角。解決措施:(1)提高模具溫度,合理設(shè)置通氣槽或者排氣塞,以便排氣順暢;(2)適當(dāng)提高澆注速度,且不能中斷,合理增加澆.....
閱讀詳情 Copyright@東莞市鑫弘祥金屬制品有限公司 All rights reserved.
重力鑄造部:15079799960(郭經(jīng)理)
翻砂鑄造部:18680079187(方經(jīng)理)
機(jī)加工部:15014881169(陳經(jīng)理)
郵箱:xin@dgxhxiang.com 網(wǎng)址:http://m.pufayoule.com
地址:廣東省東莞市橋頭鎮(zhèn)李屋沿河工業(yè)區(qū)7號
相關(guān)搜索:重力鑄造缺陷
 在線客服
在線客服 